








主要从事自动化控制设备、数控机床、普通机械设备及配件、金属材料、仪器仪表、电脑及配件、打印设备的制造与研发。




江苏铭雕智能装备制造有限公司
江苏铭雕智能装备制造有限公司主要生产开料机,封边机,六面钻,提供全屋定制生产线智能化解决方案,全国20余处经销商,服务上万家企业。工厂占地面积48亩,项目地址:南京市高淳经济开发区秀山路79号,建设厂房与办公楼约40000平方米。项目建设投入约1.3亿元,预计生产规模在年产数控设备2000台/年。
公司坚持“以市场为导向,以科技为动力,以质量求生存”以品牌求发展的宗旨,竭诚为用户提供品质精良的产品和优质的售后服务。本着共同发展的理念,公司愿与国内外企业单位紧密合作,惠利同享,我们将以饱满的热情开拓创新。
工厂占地面积
建设厂房与办公楼
项目建设投入约
生产规模在年产数控设备
product


M8自动上下料贴标数控开料机
机适合多元化复杂性产品加工或多样加工机型,用途广泛:可雕刻、钻孔、切割、铡铣、导边等。新款吸尘罩,吸附力高,吸尘效果高达96%,速度提升30%,自动上下料,可选配。可以控制完成多重层面 3D 加工,能够进行快速、平滑的三维立体加工、雕刻和切割。

M-HD12DA自动换刀六面钻
数控六面钻孔中心,效率完全达到双工位 PTP 加工中心水平,普工单人操作,工作负荷小,可与多种拆单软件直接对接。主要用于各类人造板材的垂直和水平钻孔(铰链孔、通孔、半通孔等),无需翻板,一次完成六面钻孔;配合小主轴可进行开槽、铢型等加工。

全自动重型封边机
重型钢梁机,高速双导轨齐头能更稳定的加工更短、更厚的工件。使用四头跟踪倒角,更加高效、高速、大大提高效率。对封边材料进行抛光和打蜡处理,以提高封边材料表面的光滑度和光泽度,使其更加美观、持久、防潮和耐磨。
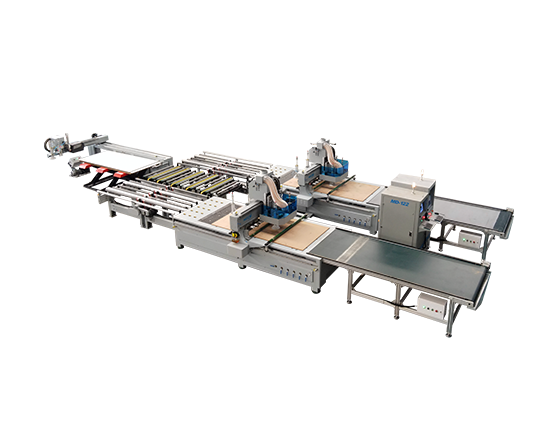
MD-122 一拖二智能生产线
一拖二连线是一套集贴标、开料于一体的自动化连线。其中包含1台自动贴标机,1台上料台,2台开料机,1台左右平移台及滚筒等辅助设备。在相同产能的基础上实现了省人、省时、省空间,在相同产时的基础上实现了高速、高效、高品质。

铝型材专机 ML-3020
此机型适合橱柜门板、柜体开料、各种塑料板材、铝板材铝型材等各种复杂工艺的木工加工,机器控制轴数为三轴联动。此加工设备为龙门移动式结构,便于钻孔、铣削件加工。此设备结构机座为焊接,台面结构为铸铁T型槽,整机时效处理,保证设备长时间使用不变形。

完善的管理体系和营销系统,贯穿于产品每一道环节



主要从事自动化控制设备、数控机床、普通机械设备及配件、金属材料、仪器仪表、电脑及配件、打印设备的制造与研发。
技术创新始终是我公司发展的基本战略和核心竞争力。不懈追求自身技术提高,形成了良好技术发展平台和技术创新文化氛围。
公司先后于2023年获得科技型中小企业认证,高新技术企业认证。
公司坚持“以市场为导向,以科技为动力,以质量求生存”以品牌求发展的宗旨,竭诚为用户提供品质精良的产品和优质的售后服务。
025-83683678

六面钻在使用过程中,右钻包不动是一个可能遇到的故障。以下是对这一故障的可能原因及相应处理方法的详细分析:可能原因电源问题:电源线未插好或电源开关故障。电源电压不稳定或电源部件损坏。机械部件故障:钻包内部的传动部件磨损或损坏。轴承损坏或缺乏润滑。钻头的夹具松动或损坏。控制系统问题:控制电路故障或数控系统参数设置不当。换刀机械臂或刀库故障,影响钻包的正常运作。散热问题:钻包长时间工作导致散热不良,可能引发过热保护或损坏。操作不当:操作人员未按照规范操作,导致钻包卡住或损坏。处理方法检查电源:确认电源线是否插好,电源开关是否处于正常状态。使用电压表测试电源电压,确保电压稳定且符合设备要求。如电源部件损坏,建议送修厂家或请专业人士进行更换。检查机械部件:检查钻包内部的传动部件是否磨损或损坏,如有必要进行更换。检查轴承是否损坏或缺乏润滑,及时更换损坏的轴承并添加润滑油。确认钻头的夹具是否松动或损坏,紧固夹具或更换损坏的夹具。检查控制系统:检查控制电路是否故障,修复或更换损坏的电路元件。重新校准数控系统参数,确保参数设置正确。检查换刀机械臂和刀库是否正常工作,如有故障及时维修。改善散热条件:定期对...
2025-01-16全屋定制工厂板式家具生产线通常需要一系列高效、精准的设备来确保生产流程的顺畅和产品质量的稳定。以下是一些关键设备:数控开料机:功能:用于对板材进行精确的开料操作,是实现定制化生产的基础。类型:包括四工序开料机、直排换刀加工中心等。全自动封边机:功能:对板材的边缘进行封边处理,以提高家具的美观度和耐用性。特点:自动化程度高,封边效果均匀、美观。数控六面钻/激光侧孔机:功能:在板材上精确打孔,用于安装五金配件等。优点:打孔精度高,效率高,大大缩短了生产周期。智能拆单软件:功能:与生产设备配合使用,实现家具设计的自动拆分和优化,提高生产效率。重要性:是现代家具生产不可或缺的一部分,有助于实现定制化生产的自动化和智能化。其他辅助设备:如木工中央除尘系统、电力设施、升降机、无动力滚筒线、永磁变频空压机等,这些设备虽然不直接参与生产,但对于保障生产环境的整洁、安全和高效运行至关重要。质检设备:如多功能表面精细砂光机、废气处理设备等,用于对成品进行质量检验和环保处理,确保产品符合相关标准和客户要求。综上所述,全屋定制工厂板式家具生产线需要一系列高效、精准的设备来支持生产流程的顺畅进行。这些设备不仅提...
2025-01-10重型封边机能够封边的厚度因机型、制造商和设计等因素而异。以下是对重型封边机封边厚度的详细分析:一、常见范围家用或小型封边机:封边厚度通常在0.4至3毫米之间,适合家庭或小型工坊使用,可以满足一般家具制作和装修需求。工业级重型封边机:能够处理更厚的封边,一些高端机型甚至能处理厚度达到12毫米的封边。这类机型通常用于大规模生产和专业木工场合,对精度和效率有更高要求。二、具体实例某些重型封边机(如某些PUR封边机或全自动重型封边机)的最大加工厚度可达60毫米(工件厚度),但封边材料的厚度可能有所不同。例如,有的机型封边材料厚度最大为6毫米,而有的则可达15毫米或20毫米。其他特定型号的重型封边机(如MFZ680A2-PUR全自动柔性封边机)的板料厚度处理范围在10至60毫米之间,但封边带的厚度仍为0.4至3毫米。三、影响因素机型和制造商:不同制造商生产的重型封边机在设计和性能上存在差异,因此能够处理的封边厚度也有所不同。系统性能:封边机的加热系统、压力系统和进料系统的性能都会影响其处理厚封边的能力。操作人员技能:熟练的操作人员可以更好地调整机器参数,以适应不同厚度的封边,从而获得更佳的封边效...
2024-11-26

